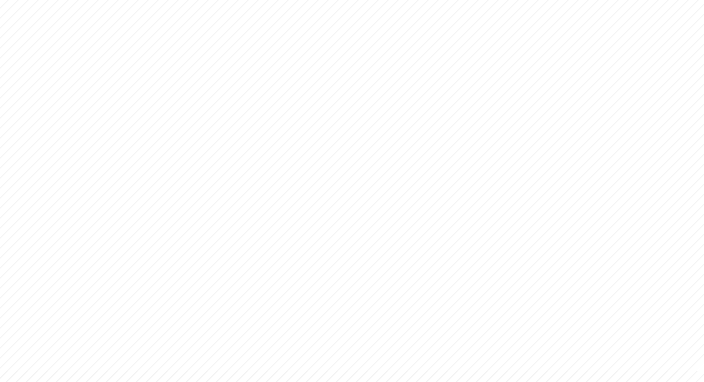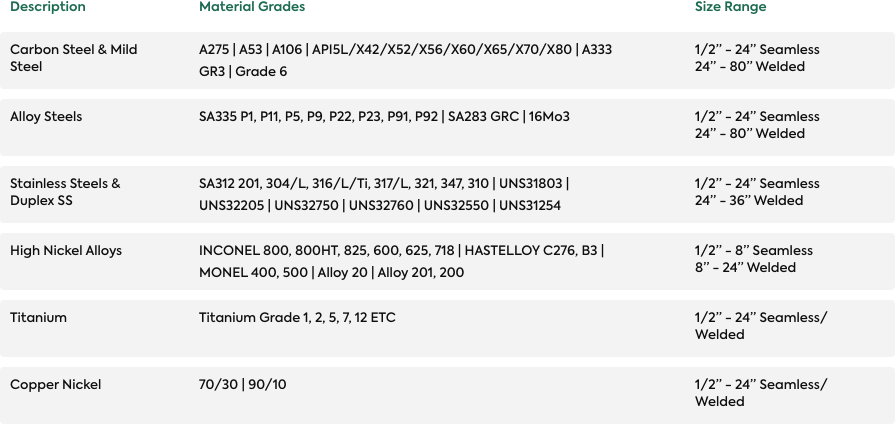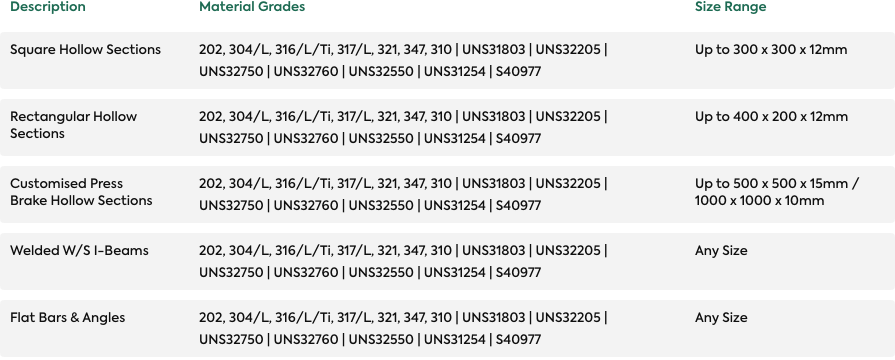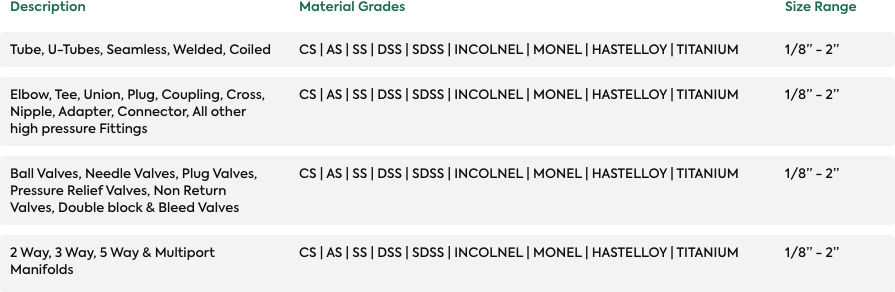




Forms






Alloy 400 Applications
Common applications of Alloy 400 are:
- Feedwater and steam generator tubes in power plants.
- Brine heater and recompression evaporator in saltworks
- Sulfuric and hydrofluoric acid alkylation.
- Heat exchangers in the chemical industry.
- Plating components for mineral oil distillation plants.
- Splash zone lining on offshore platforms.
- Impellers and pump shafts in marine technology.
- Refining plants for the production of nuclear fuel.
- Pumps and valves in production lines for tetrachloroethylene (perchloroethylene) and chlorinated plastics.
- Heating tubes for monoethanolamide (MEA).
- Sour-gas resistant components for oil and gas production.
Alloy 400 is a single-phase, solid solution, nickel-copper alloy with excellent corrosion resistance in a wide range
of corrosive media.
Alloy 400 is characterized by:
- Resistance against chloride-induced stress corrosion.
- Excellent strength even at low application temperatures.
- Easy processing compared to other high-alloy materials.
- approved for pressure vessels from -10 to 425 °C (14 to 797 °F) pursuant to VdTÜV Material Sheet 263 and up
to 480 °C (896 °F) in accordance with ASME Boiler and Pressure Vessel Code. - Excellent strength even at low application temperatures.
Alloy 400 Plate Standards
| Sheet, Plate | 17743 17750 |
263 | B 172 | SB 127 |
| Strip | 17743 | - | B 127 | SB 127 |
| Rod Bar Forging |
17743 17752 17754 |
263 | B 164 B 564 |
SB 164 |
| Wire | 17743 | - | B 164 | - |
Alloy 400 Designations
| EN | 2.4360 - NiCu30Fe |
| ISO | NiCu30 |
| UNS | N04400 |
| AFNOR | NU 30 |
Alloy 400 Chemical Composition
| Min | 63 | 1 | - | - | - | - | 28 |
| Max | - | 2.5 | 0.15 | 2 | 0.5 | 0.5 | 34 |
Alloy 400 Physical Properties
| 8.82 g/cm3 (0.306 lb/in3) at 20 ℃(68 ℉) | 1,300 - 1,350 ℃(2,372 - 2,462 ℉) | 20-50 ℃(68-122 ℉) |
| Specific Heat | 452/0.108 | 473/0.113 | 523/0.125 | 555/0.133 | 577/0.138 | 603/0.144 |
| Thermal Conductivity | 23.0/160.0 | 28.7/199.1 | 38.4/266.4 | 43.1/299.0 | 47.5/329.6 | 52.9/367.0 |
| Electrical Resistivity | 51.3 | 55.5 | 60.0 | 63.5 | 67.5 | - |
| Modulus Of Elasticity | 182/26.4 | 177/25.7 | 150/21.8 | -/- | -/- | -/- |
| Co-efficient of Thermal Expansion | -/- | 14.5/8.06/td> | 15.6/8.67 | 16.4/9.11 | 17.3/9.61 | -/- |
Alloy 400 Mechanical Properties
| Yield Strength MPa/ksi |
175/25.4 | 135/19.6 | 130/18.9 | 130/18.9 |
| Tensile Strength MPa/ksi |
450/65.3 | 390/56.6 | 380/55.1 | 370/53.7 |
| Elongation % |
≥ 20 | ≥ 25 | ≥ 35 | ≥ 30 |
Welding Alloy 400
When welding nickel alloys and special stainless steels, the following information should be taken into account:
A separate workplace should be provided which is clearly separated from the areas where carbon steel is processed.
Considerable cleanliness is required, and draughts should be avoided during gas-shielded welding.
Clean fine leather gloves and clean working clothes must be used.
Cleaning of the basic material in the seam area (both sides) and the welding consumable (e.g. welding rod) should be
carried out using acetone.
The material Alloy 400 is welded with the common welding processes, such as GTAW (TIG), GTAW (TIG) hot
wire, plasma, GMAW (MIG/MAG) and submerged arc welding. The material should be in its annealed condition for welding and should be free of scale, grease and markings. During welding, everything has to be scrupulously clean.
Filler metal
| The following welding consumable is recommended: |
|---|
|