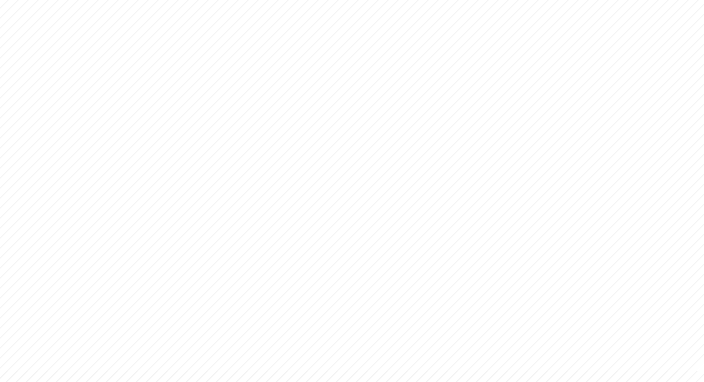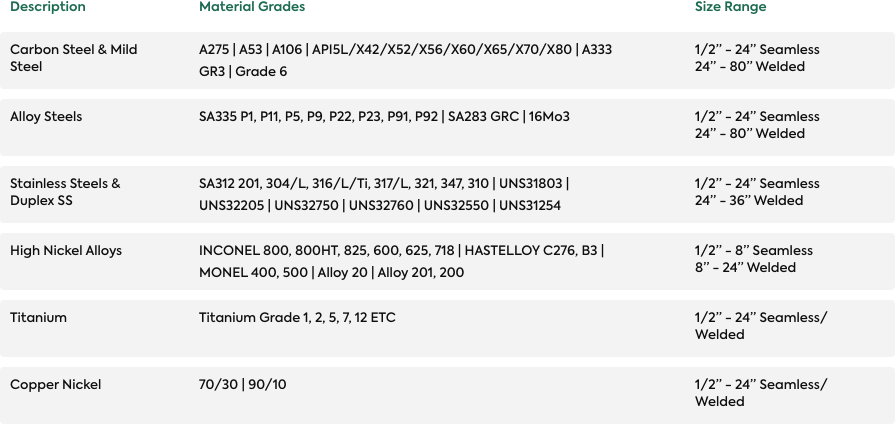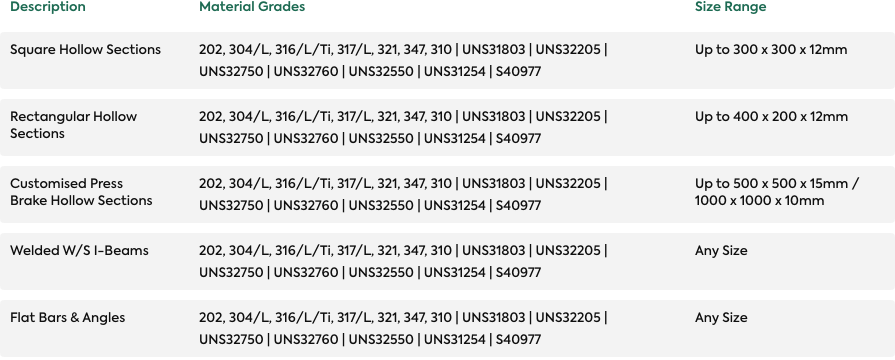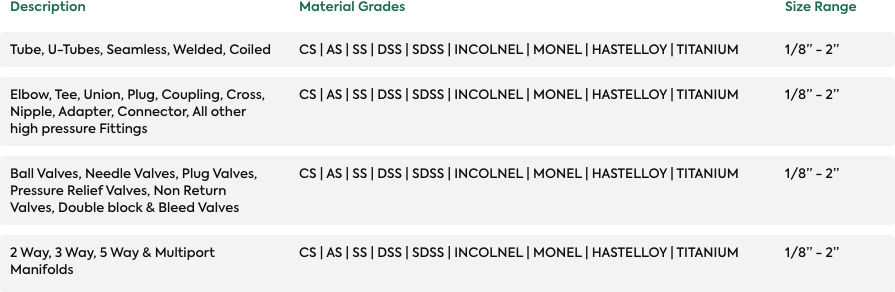




Forms






Alloy 825 Applications
Alloy 825 is used in the oil and gas industry and in a wide variety of chemical processes. Typical application
fields include:
- Pipes, tubes and fittings in the oil and gas extraction, e. g. in heat exchangers, evaporators, washers, immersion pipes in sea water cooled heat exchangers, offshore piping.
- Components in sulfuric acid pickling plants like heating coils, vessels, boilers, baskets and chains.
- Heat exchangers, evaporators, washers, immersion pipes in phosphoric acid production.
- Food industry.
Alloy 825 is a titanium-stabilized fully austenitic nickel-iron-chromium alloy with additions of copper and molybdenum.
Alloy 825 is characterized by:
- High resistance to chloride-induced stress corrosion.
- Good resistance to chloride-induced pitting and crevice corrosion.
- Good resistance to oxidizing and non-oxidizing hot acids.
- Good toughness, even under continuous operation, at both room and elevated temperatures, up to approximately 550 °C (1.020 °F).
- Approval for pressure vessels with wall temperatures up to 450 °C (842 °F) acc. to VdTÜV and 538 °C (1,000°F) for Section VIII Division 1 vessels acc. to ASME.
Alloy 825 Plate Standards
| Rod,Bar | 17744 17752 |
- | SB 425 SB 564 |
B 425 B 564 |
| Sheet,Plate | 17744 17750 |
- | SB 424 | B 424 |
| Strip | 17744 | - | SB 424 | B 424 |
| Wire | 17744 | - | - | B 425 |
Alloy 825 Designations
| EN | 2.4858 - NiCr21Mo |
| ISO | NiFe30Cr21Mo3 |
| UNS | N08825 |
| AFNOR | NC21FeDU |
Alloy 825 Chemical Composition
| Min | 38 | 19.5 | 20 | - | - | - | - | 1.6 | - | 0.6 | - | - | 2.5 |
| Max | 46 | 23.5 | 38 | 0.025 | 1 | 0.5 | 1 | 3 | 0.2 | 1.2 | 0.02 | 0.015 | 3.5 |
Alloy 825 Physical Properties
| 8.14 g/cm3 (0.294 lb/in3) | 1,370 - 1,400 ℃(2,500 - 2,550 ℉) | 1.005 (Maximum) |
| Specific Heat | 440/0.105 | 488/0.117 | 565/0.135 | 655/0.165 | 710/0.170 |
| Thermal Conductivity | 10.8/72.8 | 14.1/97.8 | 18.3/126.9 | 23.2/160.9 | 28.1/194.8 |
| Electrical Resistivity | 112 | 118 | 126 | 128 | 130 |
| Modulus Of Elasticity | 195/28.3 | 185/26.8 | 168/24.4 | 142/20.6 | 119/17.3 |
| Co-efficient of Thermal Expansion | -/- | 14.9/8.28 | 15.8/8.78 | 17.2/9.56 | 17.9/9.94 |
Alloy 825 Mechanical Properties
| Yield Strength MPa/ksi |
240/34.8 | 180/26.1 | 170/24.7 | 155/22.5 |
| Tensile Strength MPa/ksi |
585/84.8 | 515/74.7 | 500/72.5 | 485/70.3 |
| Elongation % |
30 | - | - | - |
Alloy 825 Inventory
| Alloy 625 Pipe | 0.5 in | 8 in |
| Alloy 625 Coil | 0.25 mm | 3.18 mm |
| Alloy 625 Welding Wire | 0.5 mm | 3.175 mm |
| Alloy 625 Sheet and Plate | 0.25 mm | 76.2 mm |
| Alloy 625 Round Bar | 12 mm | 260 mm |
| Alloy 625 Pipe Fittings | 0.5 in | 8 in |
| Alloy 625 Flanges | 0.5 in | 8 in |
Welding Alloy 825
Alloy 825 can be joined to itself and to many other metals by conventional welding processes. These include GTAW (TIG), plasma arc, GMAW (MIG/MAG) and SMAW (MMA).
Pulsed arc welding is the preferred technique. For
the MAG process the use of a multi-component shielding gas (Ar + He + H2 + CO2) is recommended. For welding, Alloy 825 should be in the annealed temper and be free from scale, grease and markings.
When welding roots, sufficient protection of the root needs to be ensured with pure argon (Ar 4.6) so that the welding
seam is free of oxides after welding. Root backing is also recommended for the first intermediate pass following the
initial root pass and in some cases even for the second pass, depending on the weld set-up.
Any discoloration/heat tint should be removed preferably by brushing with a stainless steel wire brush while the weld
metal is still hot.
Filler metal
The following filler material is recommended:
| TIG/MIG and bare electrodes |
|---|
|